Országosan kiemelkedő raktárkészlet, széles nemzetközi beszállítói háttérrel.
Horganyzott, PVC bevonatos, rozsdamentes és zsíros acélsodronykötelek az ipari felhasználás minden területére.
Az acélsodronyköteleket (v. drótköteleket) különböző acélminőségben, kivitelben és konstrukciókban értékesítjük.
A különféle kombinációk lehetővé teszik, hogy minden alkalmazáshoz a szilárdság, a kopásállóság, a törésállóság, a hajlítási fáradtság és a korrózióállóság legjobb egyensúlyát érjük el.
Az egyes alkalmazásokhoz leginkább megfelelő acélsodronykötél kiválasztásához ismerni kell a munkához szükséges teljesítményjellemzőket, és a kötél tulajdonságait.

A megfelelő sodronykötél kiválasztásával, műszaki alkalmasságával kapcsolatban forduljon szakembereinkhez!
A beépítendő/cserélendő kötél eredeti specifikációja, tervezői/gépkönyvi előírása, vagy a következők:
| 1x7 | 1x19 | 6x7 | 6x19 | F 6x25 | WS 6x36 | 6x37 | 18x7 | 35x7 | S 6x19 | |
| kikötők | • | • | • | • | • | • | ||||
| halászat | • | • | • | • | • | • | • | • | ||
| ipar | • | • | • | • | • | • | • | • | • | • |
| építőipar | • | • | • | • | • | |||||
| emelés | • | • | • | |||||||
| erdészet | • | • | • | • | • | |||||
| vasút | • | • | • | • | ||||||
| bányászat | • | • | • | • | • | • | • |
A táblázat felsorolása nem teljeskörű.
Az acélsodronykötél egy összetett gépelem, melynek elsődleges funkciója a húzóerők továbbítása.
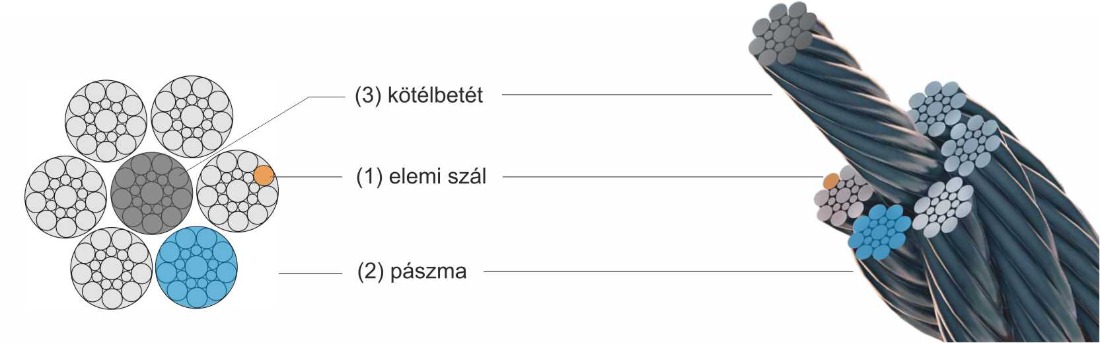
Az acélsodrony kötelek "csupasz" vagy horganyzott, előírt szilárdságú acélhuzalokból - úgynevezett elemi szálakból (1) - sodrással készülnek.
Az elemi szálakból előbb pászmákat (2), majd a pászmákból kötelet sodornak.
A pászma olyan huzalsodrat, amelyben a huzalok egy vagy több rétegben helyezkednek el, és jellemzően egy irányban sodrottak.
A sodronykötél középső részén található a kötélbetét (3), ami köré a pászmákat sodorják.
A sodronykötelek többféle szempont szerint osztályozhatók, pl. lehet a kötélbetét szerint, az elemi szálak és a sodratok száma,
az elemi szálak érintkezési módja, a sodrási mód és irány, illetve más jellemzők szerint is csoportosítani.
Mindezek azt mutatják, hogy az acélsodronykötelek igen sokfélék lehetnek, különböző tulajdonságokkal.
Lényeges elv, hogy az adott felhasználási terület paraméterei, sajátosságai alapján kell az adott célnak legjobban megfelelő kötelet kiválasztani.
Fontos azonban az is, hogy az emelőgépek és más berendezések kötelei esetében egyértelműen az eredeti tervezői/gyártói előírásokat kell követni,
vagy az eredeti specifikációknak megfelelő paraméterű kötéllel helyettesíteni. Utóbbi jellemzően az az eset, amikor már nem áll rendelkezésre
az adott régi konstrukcióhoz az eredeti kötéltípus.
Az acélsodrony kötelek a Gépek Direktíva hatálya alá tartozó szerkezeti elemek és kialakításaikra, jellemzőikre, vizsgálataikra EN, ISO és más szabványok vonatkoznak.
A korábbi évtizedekben használt DIN szabvány szerinti azonosítás azonban továbbra is használatos támpont,
ugyanis az emelőgépek és gépi berendezések gépkönyvei, gyártói előírásai gyakran DIN szerint hivatkoznak az acélsodronykötelekre.
A jelöléseket szabványok határozzák meg, - azonban speciális kötelek esetében a gyártók saját megnevezéseiket vagy kódjaikat használják.
Standard esetben pl. egy WS 6×36 IWRC jelölés azt jelenti, hogy Warrington-Seale (WS) szerkezetű pászmákból áll a kötél,
6 db pászmát használtak, egy pászma 36 db elemi szálból áll és a kötélbetét (IWRC) önálló acélsodrony kötél.
Más jelek és azonosítók is használatosak, a sodrás, felületvédelem stb. vonatkozásában.
A pászmák és az ezekből sodrott kötelek lehetnek jobbsodratúak (1) illetve balsodratúak. (2)
Ha a pászma sodrási iránya ellentétes a kötél sodrási irányával, keresztsodrású, (3)
ha a pászma sodrási iránya megegyezik a kötél sodrási irányával, akkor hosszsodrású a kötél. (4)

| sodrási mód | egyszer sodrott |
kétszer sodrott keresztsodrású |
kétszer sodrott hosszsodrású |
||||
| iránya | jobb | bal | jobb | bal | jobb | bal | |
| jelölése | RH | LH | RHOL | LHOL | RHLL | LHLL | |
| régi jelölése | z | s | sZ | zS | zZ | sS | |
A betétnek fontos szerepe van többek között az acélsodronykötél alaktartása, hajlékonysága, szakítóereje szempontjából is.
A kiválasztás során figyelembe kell venni a betét anyagát is a felhasználási környezet függvényében. Pl.: hőhatásnak kitett környezetben
nem szabad szintetikus rostos betétes kötelet, míg egy folyami kotrónál nem szabad természetes rostos betétes kötelet választani.
| tétel vagy elem | EN 12385-2 | DIN 3051 | MSZ 15820/1 | ISO 3578 |
| rostos betét | FC | FE | Ao | FE |
| természetes rostos betét | NFC | FEN | - | - |
| szintetikus rostos betét | SFC | FEC | Ap, Ar | FC |
| tömör műanyag betét | SPC | - | - | - |
| acél betét | WC | SE | - | - |
| huzal pászma betét | WSC | SEL | Am | IWS |
| önálló sodronykötél betét | IWRC | SES | At | IWR |
| önálló sodronykötél betét alakított pászmákkal | IWRC(K) | - | - | - |
| önálló sodronykötél betét műanyaggal | EPIWRC | - | - | - |
| alakított huzal pászmás betét | KWSC | - | - | - |
A horganybevonat jellemzői szabványban (EN 10244-2) meghatározottak.
Speciális körülmények közötti használat esetén a kötél megrendelése előtt a horganyzás “mértékét” egyeztetni kell.
A kenés mértéke és jellemzői a gyártói specifikációk szerintiek.
A kötelek kenésére használható anyagok körét a kötélgyártók katalógusai tartalmazzák.
Fogalmak
Minimális szakítóerő „F min vagy BF min ” - Az a terhelés, amelynél az előírások szerint végzett szakítóvizsgálat során mért tényleges szakítóerő nem lehet kisebb, [kN]. Kötél kiválasztásnál, szilárdsági számításoknál ez a figyelembe veendő érték!!
Számított szakítóerő - „Fe min” - Számítással meghatározott érték, amely azonban nem vesz figyelembe egyes „veszteségi” tényezőket.
Tényleges szakítóerő - „Fm” - Az acélsodronykötél mért szakítószilárdsága az előírások szerint végzett vizsgálaton.
Töltési tényező - „f” - Az acélsodronykötél elemi szálai névleges fémes keresztmetszetének összege és a kötél névleges átmérőjéből meghatározott keresztmetszet hányadosa.
Névleges fémes keresztmetszeti tényező (C) - A töltési tényezőből számítással meghatározható érték, mely a töltési tényező „Pí/4”-szerese
Az elemi szálak alapanyagának szakítószilárdságára utal [N/mm2 ].
Az európai rendszerben jellemezően a következő szilárdsági osztályok járatosak:
1570 - korrózióálló kötelek; egyes felvonókötelek ill. pászmák
1770 - standard és speciális kötelek
1960 - standard és speciális kötelek
2160 - speciális kötelek
Felvonókötelek esetében járatos a vegyes szilárdságú kötél, pl: 1370/1770
Az amerikai kötéljelölési rendszerben betűkódokat használnak, melyek részben megfeleltethetők az európai osztályozásnak.
Az acélsodronykötelek pászma- és sodratszerkezete meghatározó a tulajdonságok és alkalmazhatósági területeik szempontjából.
Alapvetően megkülönböztetünk standard és speciális sodronyköteleket.
A standard kötelek a hagyományosnak tekinthető, évtizedek során kialakult gyakorlat alapján gyártott kötelek.
A speciális kötelek egyes alkalmazási területek követelményeit figyelembe véve, a hagyományos szerkezetek átalakított és továbbfejlesztett változatai.




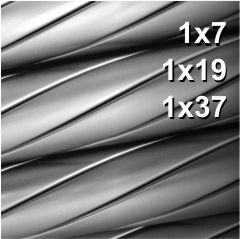
1x7; 1x19; 1x37 - spirálkötelek, bowdenek, pászmák
Az elemi szálak egy vagy több rétegben, egy középső huzal köré sodorva helyezkednek el.
Elsősorban tartókötélként, feszítőkötélként, dekorációs célokhoz vagy bowdenként használatosak.
Hajlékonysága a kétszer sodrott szerkezetekhez képest „rossz”, huzaltörésre, szakadásra érzékenyebb szerkezetek, viszont kopásállók.
A húzó igénybevételt kitűnően, a hajlító igénybevételt “rosszul” viselik, azonban tömörek, a maradó és rugalmas nyúlásuk kis mértékű.
Az egyszer megsodrott pászmákat a betét köré sodorva állítják elő. A leggyakrabban használt kötélszerkezetek melyek függesztékekhez,
emelési, tartási, vezérlési, vonó és vontatási feladatokhoz alkalmazhatók.
Rugalmasak, hajlékonyak, a huzalszakadásra kevésbé érzékenyek mint az egyszer sodrott kötelek.
Alkalmaznak jobb és balsodratú köteleket, kereszt illetve hosszsodrásúakat.
Az elemi szálak kapcsolata szerint vannak pontérintkezésű, vonalérintkezésű és vegyes érintkezésű szerkezetek is.
Pontérintkezésű kötelek, pl. T6x7; T6x19; T6x37 (1)
Vonalérintkezési kötelek, pl. Seale: S6x19; Warrington: W8x21; Filler: F6x25 (2)
Kombinált vonalérintkezésű kötelek, pl. Warrington-Seale WS6x36


Kétszer sodrott kötelek “betét” köré sodrásával különlegesen „lágy”, hajlékony kötél állítható elő. Ezt kábelsodrású kötélnek is nevezik.
Speciális esete a kábelsodrású körkötél, a „Grommet”, melyet nagy tömegű és érzékeny felületű terhek emelésénél alkalmaznak, pl. turbina forgórészek esetében.
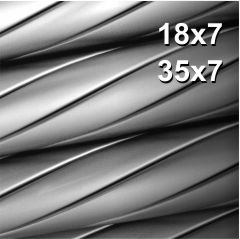
Pászmaspirális, pl. 18x7; 35x7, stb. Jellemzően forgásszegény vagy forgásmentes kötelek.
Ügyelni kell arra, hogy megfelelő mérőeszközzel, az ábrán látható módon és a kötelet több helyen mérve történjen az átmérő megállapítása.


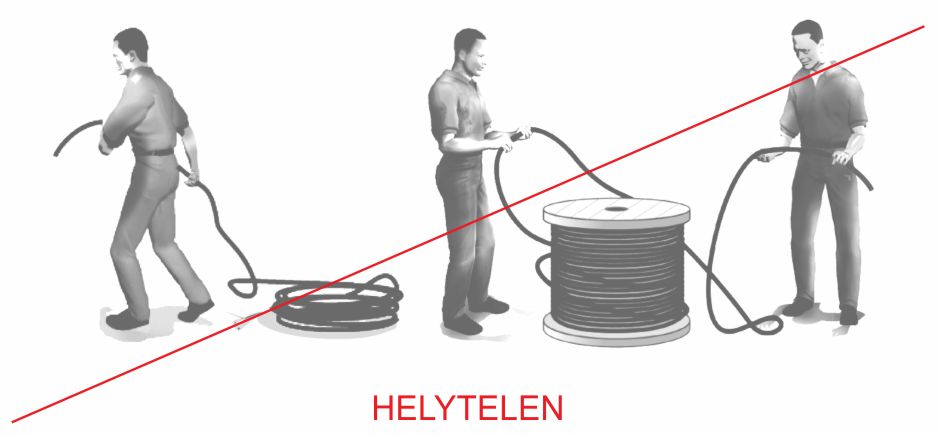
Az acélsodronykötél csévék illetve a kötéldobok ki- vagy lebontása során tilos csavarodást, hurkot vinni a kötélbe.
A helytelen és szakszerűtlen kötél áttekercselés kötélkárosodást okozhat. Ennek következtében káros feszültségek alakulhatnak ki,
melyek balesetet is okozhatnak a használat során.
![]() A helytelen tekercselés, - minden egyes rosszul levett menete vagy befelé, - vagy kifelé csavarja a kötelet, mely így akár a használat előtt tönkremehet!
A helytelen tekercselés, - minden egyes rosszul levett menete vagy befelé, - vagy kifelé csavarja a kötelet, mely így akár a használat előtt tönkremehet!

Kötelek átcsévélése során mindig ügyelni kell a feszesség megtartására és a helyes csévélési irányra.
A dobok tengelyei párhuzamosak legyenek, közbenső iránytörések nélkül fusson a kötél.
Kellő távolságot kell tartani a kötélmenetek szabályos sorolásához.
A feszesség megtartásához a lecsévélendő dobot “fékezni “ kell a kötéldob peremén vagy a tengelyén.
Különböző csévélési irányok lehetségesek, ellenőrizni kell, hogy az adott kötéldobra jobb vagy balsodratú kötél való.
A mellékelt ábrákon szereplő kézjelek segítenek a beazonosításban. Jobbsodratú kötél esetén a jobb kéz jelei, balsodratú kötél esetén
a bal kéz jelei az irányadóak.
Jelmagyarázat:
mutatóujj jelzése: melyik irányból fut a kötél a dobra
hüvelykujj jelzése: melyik dobperem felől kezdődik a felcsévélés a dobra




A lecsévélendő dobról felülről lefutó kötelet az átcsévélő dobra felülre kell vezetni illetve ha a kötél alulról fut le a dobról, akkor alulra kell átcsévélni.
Ezek be nem tartása az átcsévélés során feszültségeket vihet be a kötélbe, ami akár a használati élettartam lecsökkenéséhez is vezethet.


Azonos átmérőjű kötelek annál hajlékonyabbak, minél több elemi szálból állnak, ekkor viszont kopásállóságuk kisebb, mint a kevesebb elemi szálból álló, kevésbé hajlékony köteleké. (1)
Az acélsodrony kötelek élettartamát jelentősen befolyásolja a hajlító igénybevétel, - ez pedig összefügg a kötéldob vagy a kötélkorong és a kötél átmérőjének viszonyával (2) - ezért figyelembe kell venni a szabvány és a gyártóművi ajánlásokat a dobok, korongok és a kötélvezetés megtervezésénél (DIN/EN/ISO).


Egyes kötélgyártói ajánlások 18 és 34 között javasolják az átmérőviszonyt (D/d), funkció és kötélszerkezet függvényében.
Azoknál a kötélvezetéseknél, ahol egyirányú a kötél hajlítása, nagyobb élettartamúak az acélsodronykötelek mint a többirányban hajlított vezetési rendszereknél.
A (3) ábrán B és C helyen a hajlítás iránya azonos, az A helyen előzőekkel ellentétes.

A kötélkorong horonyprofilja és méretei is jelentősen befolyásolják a kötél élettartamát. Ezek a paraméterek szabványban rögzítettek.
A profil belső rádiuszának általánosan ajánlott értéke: r = 0,53 x d, azonban ettől eltérő gyártói ajánlások is vannak.
Kopott kötélkorong felszabályozása esetén a vele párhuzamosan futó másik korongot is ugyanarra a méretre és profilra kell javítani.
A cserekötél felszerelése, üzembe helyezése előtt ellenőrizni kell, hogy a kötél megfelelő méretű, szerkezetű és sodratú-e és megfelelően illeszkedik-e a korongok és a dob hornyaihoz.



A sodratszerkezet kialakításából adódóan axiális irányú terhelés hatására a kötélben nyomaték ébred, amely elforduláshoz vezet.
Ez a tény egyes alkalmazásoknál nem lényeges, azonban más esetekben kerülendő.
Több pászmarétegű kötelek esetén korlátozható az elfordulás mértéke vagy elérhető a forgásmentesnek tekinthető állapot.

A forgásmentes kötelek olyan kötelek, amelyeket úgy terveztek meg, hogy kompenzálódjon a terhelés hatására a kötélrétegekben keletkező nyomaték és “minimálisra” csökkenjen a forgási hajlam.








Egyéb oldalaink:
Rozsdamentes növényfuttató
és építészeti kötélrendszer
Offroad és gépjárműcsörlő webáruház
2021 Texem - Minden jog fenntartva